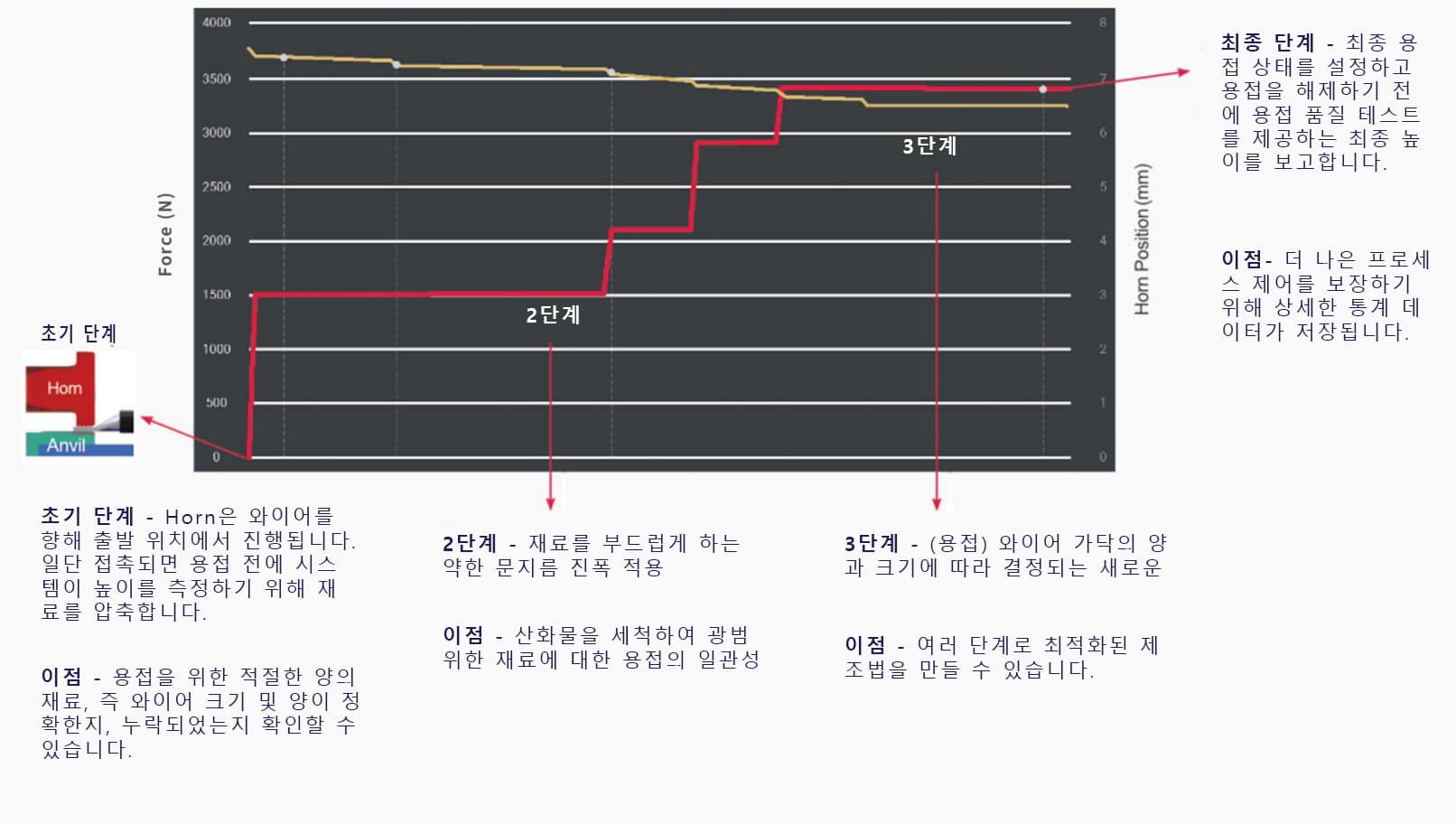
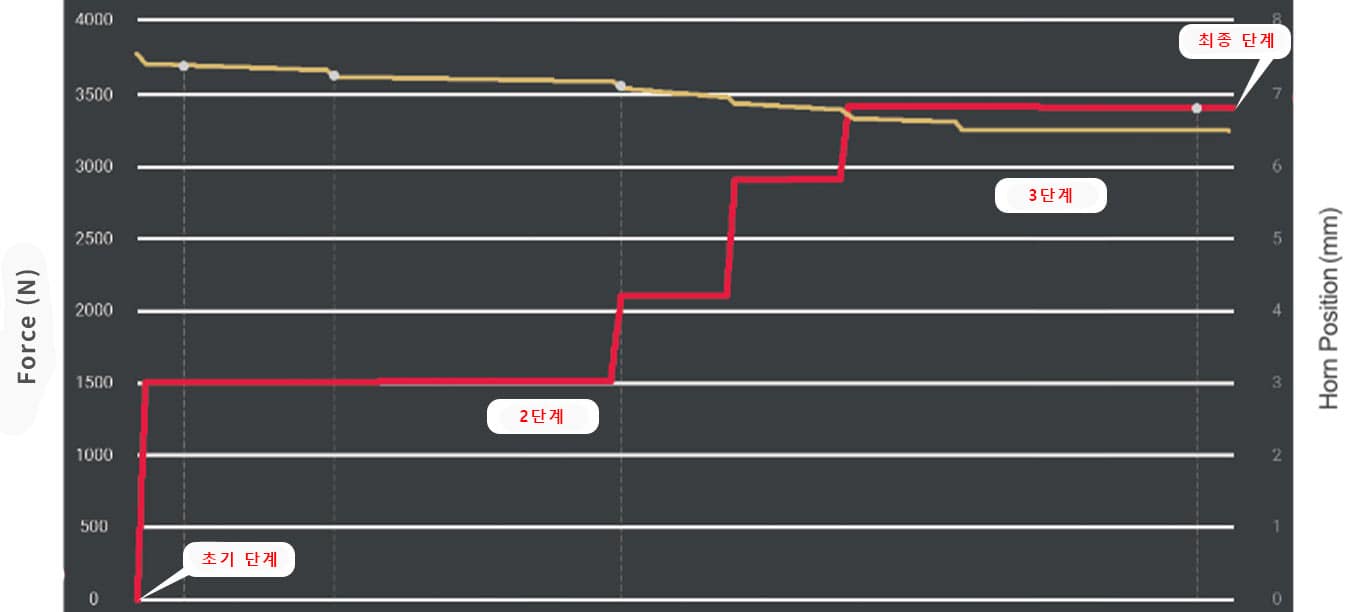
초기 단계 – Horn은 와이어를 향해 출발 위치에서 진행됩니다. 일단 접촉되면 용접 전에 시스 템이 높이를 측정하기 위해 재 료를 압축합니다.
이점 – 용접을 위한 적절한 양의 재료, 즉 와이어 크기 및 양이 정 확한지, 누락되었는지 확인할 수 있습니다.
2단계 – 재료를 부드럽게 하는 약한 문지름 진폭 적용
이점 – 산화물을 세척하여 광범 위한 재료에 대한 용접의 일관성 을 보장합니다.
3단계 – (용접) 와이어 가닥의 양 과 크기에 따라 결정되는 새로운 힘과 진폭을 제공하여 보다 안정 적인 용접을 보장합니다.
이점 – 여러 단계로 최적화된 제 조법을 만들 수 있습니다. 업계 유일
최종 단계 – 최종 용 접 상태를 설정하고 용접을 해제하기 전 에 용접 품질 테스트 를 제공하는 최종 높 이를 보고합니다.
이점- 더 나은 프로세 스 제어를 보장하기 위해 상세한 통계 데 이터가 저장됩니다.
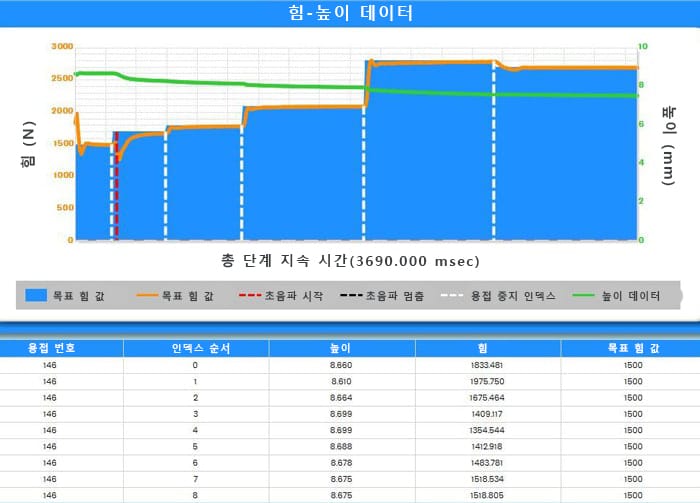
50 sq. mm Cu 케이블에서 단자 용접까지의 CLC 용접에 대한 실제 피드백 데이터
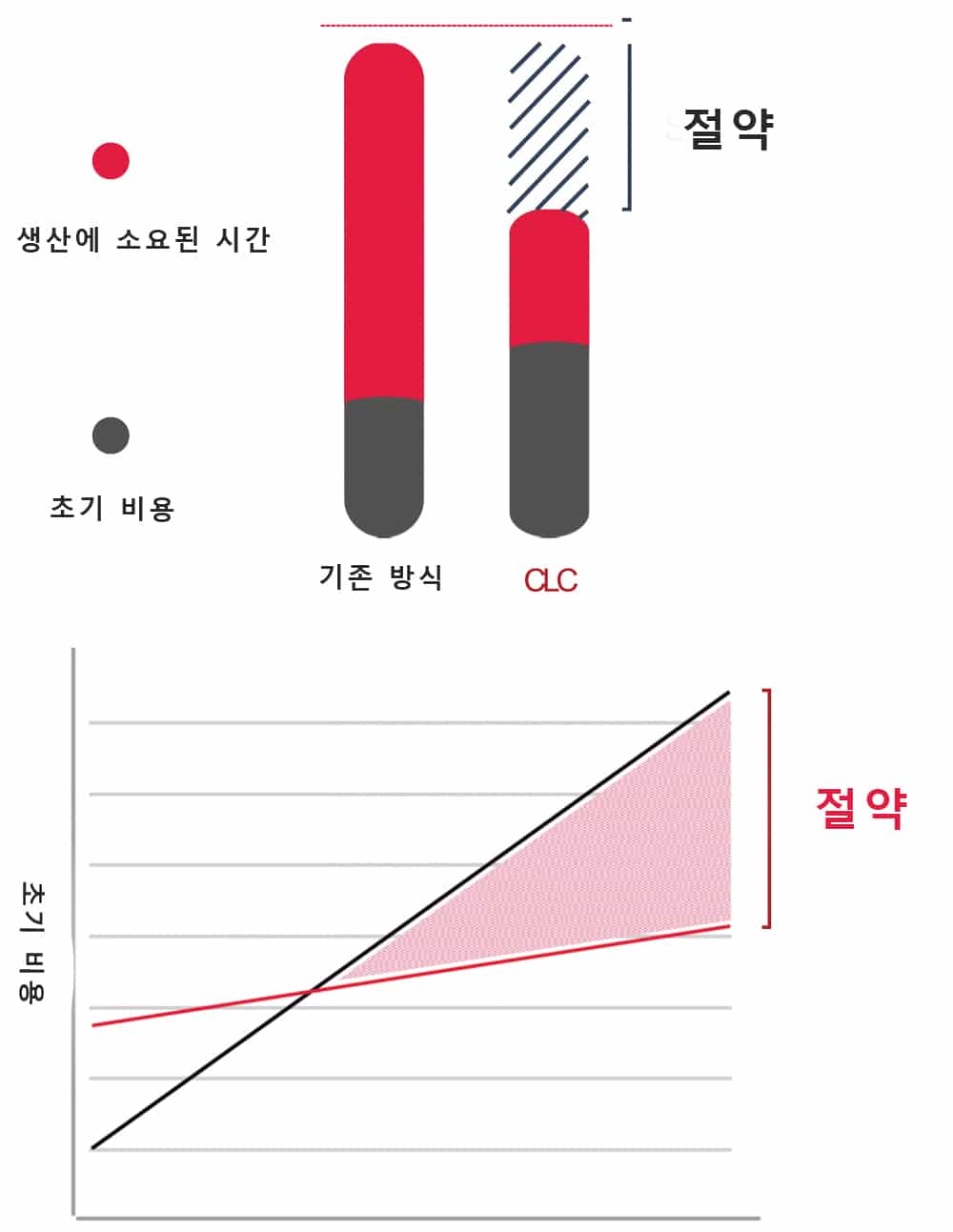
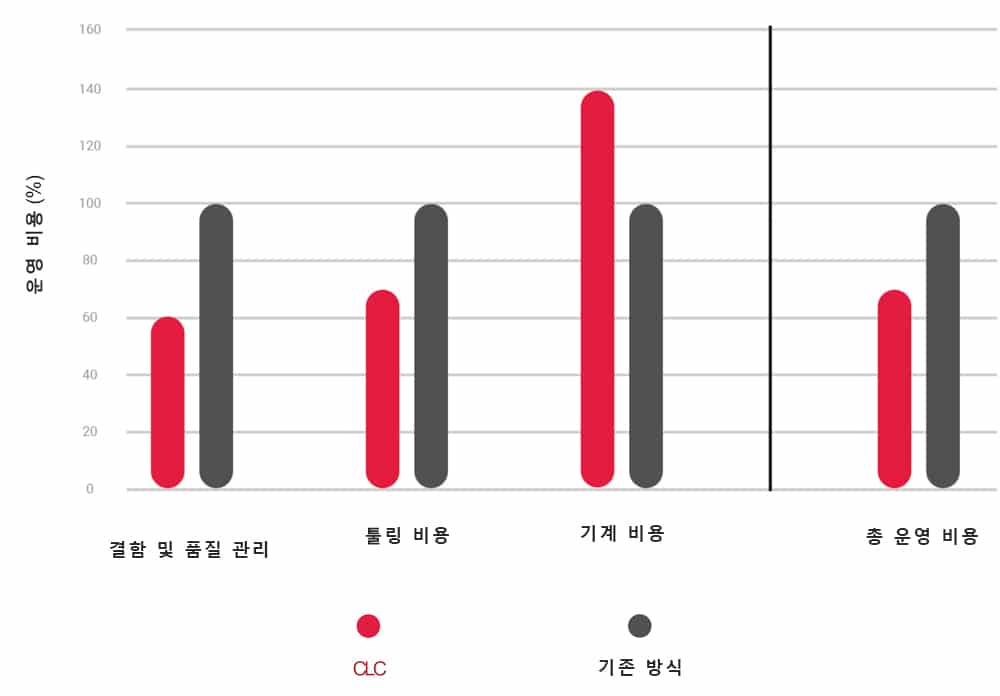
CLC VS 기존 방식
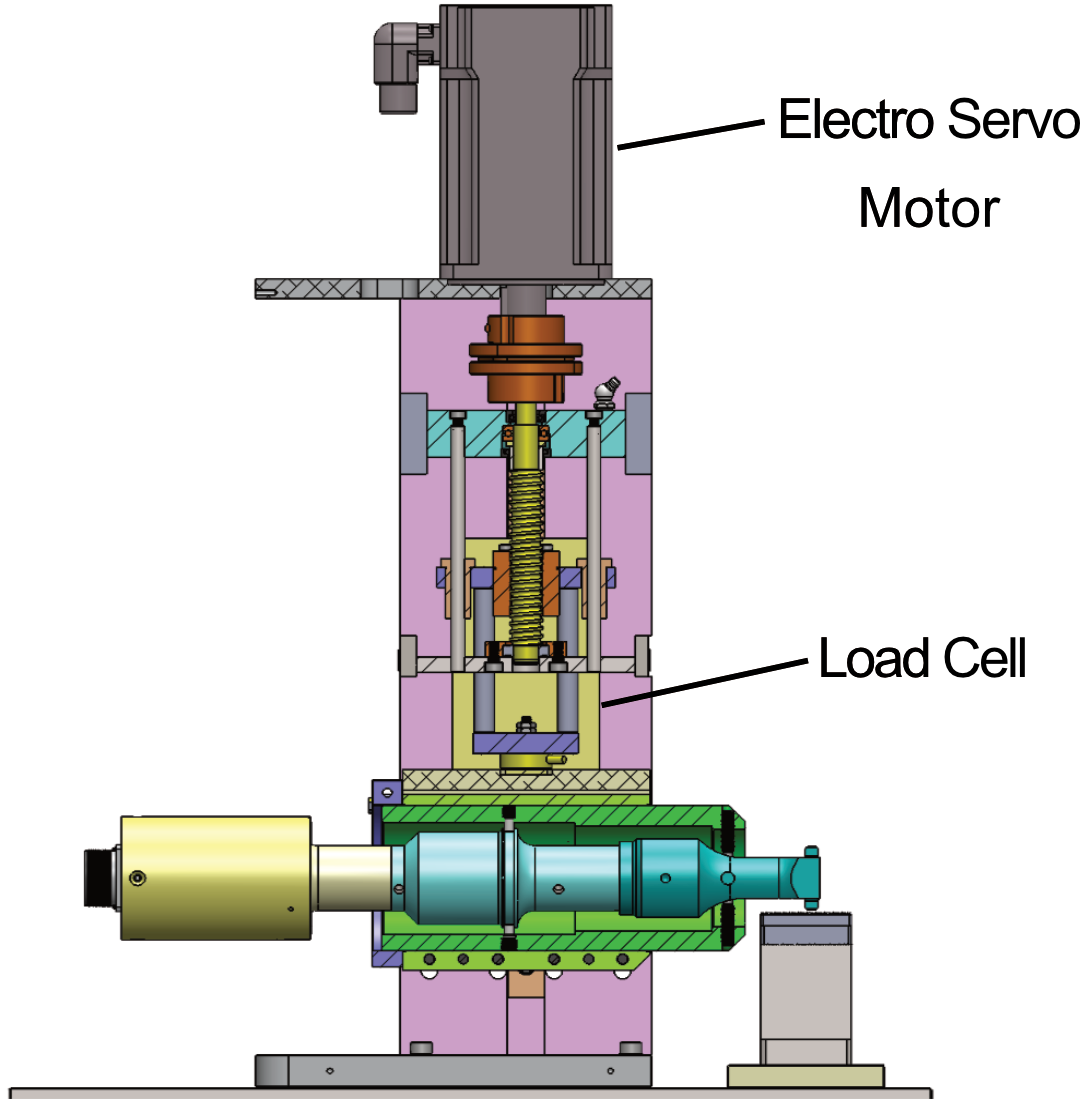
Closed-Loop Control
정밀 용접을 위한 Force 모니터링(로드셀)과 통합된 전자 서보 모터
서보 잠금으로 인한 에너지 손실 없음
Anvil의 Horn에 의해 적용된 동일한 사이클 타임으로 크게 줄어든 진동 에너지
호밍 불필요 (움직임 최소화)
사이클 타임 단축
최고 수준의 OEE 설계 (전반적인 장비 효율)
운영비 절감
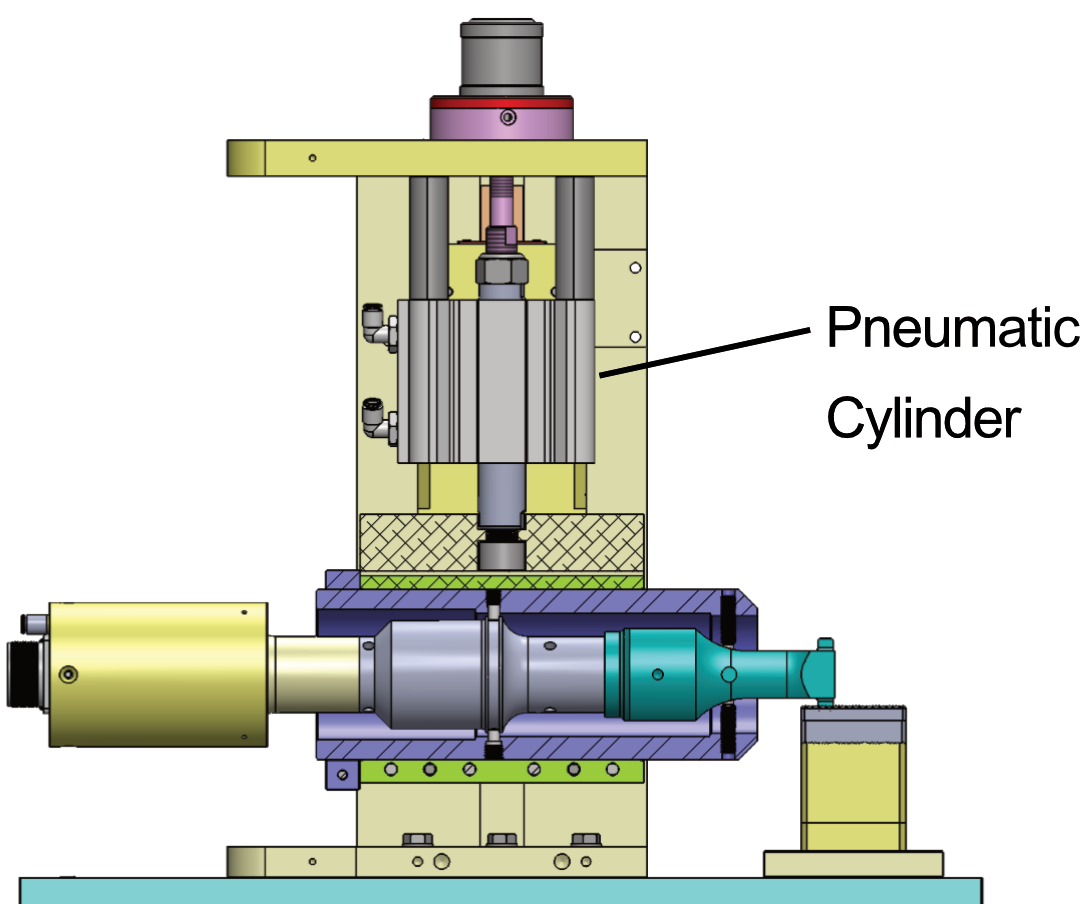
기존 공압 방식
가압력: 단일단계 공압 방식
아날로그 방식 제어
매 용접 압력이 일정하지 않음
잠금 불량으로 인한 높은 진폭(에너지) 손실
Horn과 anvil에 의해 가해지는 더 높은 진동 에너지
높은 진폭값은 Horn의 마모를 극대화하며 overload/일관성없는 용접으로 인하여 Sticking까지 유발하여 생산성이떨어집니다 (유지비/운영비 낭비)
호밍에 의한 불필요한 움직임
We use cookies on our website to give you the most relevant experience by remembering your preferences and repeat visits. By clicking “Accept”, you consent to the use of ALL the cookies. .
This website uses cookies to improve your experience while you navigate through the website. Out of these, the cookies that are categorized as necessary are stored on your browser as they are essential for the working of basic functionalities of the website. We also use third-party cookies that help us analyze and understand how you use this website. These cookies will be stored in your browser only with your consent. You also have the option to opt-out of these cookies. But opting out of some of these cookies may affect your browsing experience.
Necessary cookies are absolutely essential for the website to function properly. These cookies ensure basic functionalities and security features of the website, anonymously.
Cookie
Duration
Description
cookielawinfo-checkbox-analytics
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Analytics".
cookielawinfo-checkbox-functional
11 months
The cookie is set by GDPR cookie consent to record the user consent for the cookies in the category "Functional".
cookielawinfo-checkbox-necessary
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookies is used to store the user consent for the cookies in the category "Necessary".
cookielawinfo-checkbox-others
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Other.
cookielawinfo-checkbox-performance
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Performance".
viewed_cookie_policy
11 months
The cookie is set by the GDPR Cookie Consent plugin and is used to store whether or not user has consented to the use of cookies. It does not store any personal data.
Functional cookies help to perform certain functionalities like sharing the content of the website on social media platforms, collect feedbacks, and other third-party features.
Performance cookies are used to understand and analyze the key performance indexes of the website which helps in delivering a better user experience for the visitors.
Analytical cookies are used to understand how visitors interact with the website. These cookies help provide information on metrics the number of visitors, bounce rate, traffic source, etc.
Advertisement cookies are used to provide visitors with relevant ads and marketing campaigns. These cookies track visitors across websites and collect information to provide customized ads.